



Алмаз зым менен кесүү технологиясы консолидацияланган абразивдүү кесүү технологиясы деп да аталат. Бул болот зымдын бетине консолидацияланган алмаз абразивинин электрокаптоо же чайыр менен байланыштыруу ыкмасын колдонуу, алмаз зымы түздөн-түз кремний таякчасынын же кремний куймасынын бетине таасир этип, майдалоо эффектин алуу үчүн колдонулат. Алмаз зым менен кесүү тез кесүү ылдамдыгы, жогорку кесүү тактыгы жана материалдын аз жоготуусу сыяктуу мүнөздөмөлөргө ээ.
Учурда алмаз зым менен кесүүчү кремний пластинасынын монокристаллдык рыногу толугу менен кабыл алынды, бирок ал ошондой эле жайылтуу процессинде да кездешти, алардын арасында баркыт ак эң көп кездешкен көйгөй болуп саналат. Муну эске алуу менен, бул макалада алмаз зым менен кесүүчү монокристаллдык кремний пластинасынын баркыт ак көйгөйүнүн алдын алуу жолдоруна басым жасалат.
Алмаз зым менен кесүүчү монокристаллдык кремний пластинасын тазалоо процесси - зым араа станок менен кесилген кремний пластинасын чайыр пластинасынан алып салуу, резина тилкесин алып салуу жана кремний пластинасын тазалоо. Тазалоочу жабдуулар негизинен алдын ала тазалоочу машина (дезинфекциялоочу машина) жана тазалоочу машинадан турат. Алдын ала тазалоочу машинанын негизги тазалоо процесси: тамактандыруу-чачыратуу-чачыратуу-ультраүн менен тазалоо-дезинфекциялоо-таза суу менен чайкоо-жетишсиз тамактандыруу. Тазалоочу машинанын негизги тазалоо процесси: тамактандыруу-таза суу менен чайкоо-таза суу менен чайкоо-щелоч менен жуу-щелоч менен жуу-таза суу менен чайкоо-таза суу менен чайкоо-алдын ала кургатуу (жай көтөрүү) - кургатуу-тамактандыруу.
Монокристалл баркыт жасоо принциби
Монокристаллдык кремний пластинасы монокристаллдык кремний пластинасынын анизотроптук коррозиясынын мүнөздүү белгиси болуп саналат. Реакция принциби төмөнкү химиялык реакция теңдемеси болуп саналат:
Si + 2NaOH + H2O = Na2SiO3 + 2H2↑
Негизинен, замша пайда болуу процесси: ар кандай кристалл бетинин дат басуу ылдамдыгы үчүн NaOH эритмеси, (100) беттин дат басуу ылдамдыгы (111)ге караганда ар кандай, ошондуктан (100) анизотроптук дат басуудан кийин монокристаллдык кремний пластинасына, акырында бетинде (111) төрт тараптуу конус, башкача айтканда, "пирамида" түзүлүшү пайда болот (1-сүрөттө көрсөтүлгөндөй). Түзүлүш пайда болгондон кийин, жарык пирамиданын жантайышына белгилүү бир бурчта түшкөндө, жарык башка бурчта жантайыңкы жакка чагылып, экинчилик же көбүрөөк сиңирүүнү пайда кылат, ошентип кремний пластинасынын бетиндеги чагылдырууну, башкача айтканда, жарыкты кармоо эффектин азайтат (2-сүрөттү караңыз). "Пирамида" түзүлүшүнүн өлчөмү жана бирдейлиги канчалык жакшы болсо, кармоо эффектиси ошончолук айкын болот жана кремний пластинасынын беттик эмитратынын көрсөткүчү ошончолук төмөн болот.
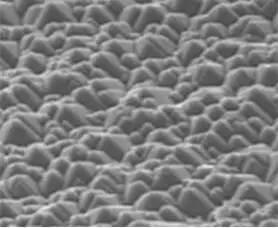
1-сүрөт: Щелоч өндүрүлгөндөн кийинки монокристаллдык кремний пластинасынын микроморфологиясы
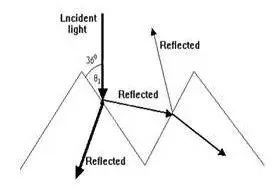
2-сүрөт: "Пирамида" түзүлүшүнүн жарык кармоо принциби
Монокристаллдык агартууну талдоо
Ак кремний пластинасын электрондук микроскоп менен сканерлөө менен, ак пластинанын пирамидалык микроструктурасы негизинен пайда болбогондугу жана бетинде "мом сымал" калдык катмары бардай көрүнгөнү, ал эми ошол эле кремний пластинасынын ак аймагында замшанын пирамидалык түзүлүшү жакшыраак пайда болгондугу аныкталган (3-сүрөттү караңыз). Эгерде монокристаллдык кремний пластинасынын бетинде калдыктар болсо, бетинде калдыктар пайда болот, "пирамида" түзүлүшүнүн өлчөмү жана бирдейлиги пайда болот, кадимки аймактын таасири жетишсиз болот, натыйжада калдык баркыт бетинин чагылдырылышы кадимки аймакка караганда жогору болот, чагылдырылышы жогору болгон аймак кадимки аймакка салыштырмалуу визуалдык түрдө ак түстө чагылдырылат. Ак аймактын таралуу формасынан көрүнүп тургандай, ал чоң аймакта кадимки же кадимки формада эмес, жергиликтүү жерлерде гана болот. Кремний пластинасынын бетиндеги жергиликтүү булгоочу заттар тазаланбаган болушу керек, же кремний пластинасынын бетинин абалы экинчилик булгануудан келип чыккан болушу керек.
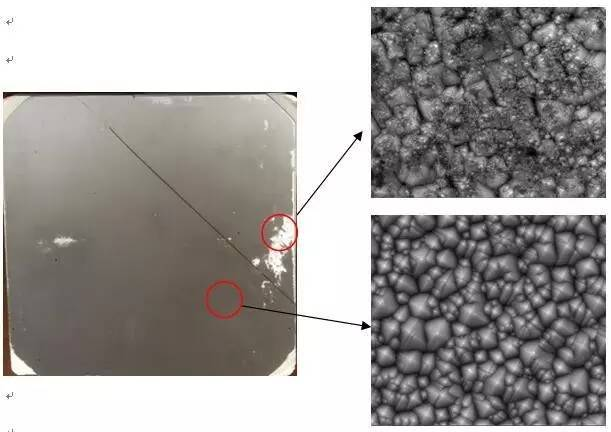
3-сүрөт: Баркыт ак кремний пластиналарынын аймактык микроструктуралык айырмачылыктарын салыштыруу
Алмаз зым менен кесүүчү кремний пластинасынын бети жылмакайыраак жана бузулуу азыраак (4-сүрөттө көрсөтүлгөндөй). Эритме кремний пластинасына салыштырмалуу щелочтун жана алмаз зым менен кесүүчү кремний пластинасынын бетинин реакция ылдамдыгы эритме менен кесүүчү монокристаллдык кремний пластинасына караганда жайыраак, ошондуктан беттик калдыктардын баркыт эффектине тийгизген таасири айкыныраак.
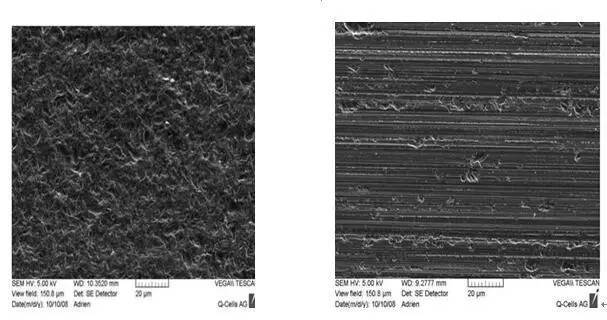
4-сүрөт: (A) Эритме менен кесилген кремний пластинасынын беттик микрографиясы (B) алмаз зым менен кесилген кремний пластинасынын беттик микрографиясы
Алмаз зым менен кесилген кремний пластинасынын бетинин негизги калдык булагы
(1) Муздаткыч: алмаз зым кесүүчү муздатуучу суюктуктун негизги компоненттери беттик активдүү зат, диспергатор, дезинфекциялоочу жана суу жана башка компоненттер. Эң сонун иштөөгө ээ болгон кесүүчү суюктук жакшы суспензия, дисперсия жана оңой тазалоо жөндөмүнө ээ. Беттик активдүү заттар, адатта, жакшыраак гидрофилдик касиетке ээ, аны кремний пластинасын тазалоо процессинде тазалоо оңой. Бул кошулмалардын сууда тынымсыз аралашуусу жана айлануусу көп сандагы көбүктү пайда кылат, бул муздатуучу суюктуктун агымынын азайышына алып келет, муздатуунун иштешине таасир этет жана көбүктүн жана ал тургай көбүктүн ашып кетишине олуттуу көйгөйлөрдү жаратат, бул колдонууга олуттуу таасир этет. Ошондуктан, муздатуучу суюктук көбүнчө дезинфекциялоочу агент менен колдонулат. Дезинфекциялоо иштешин камсыз кылуу үчүн, салттуу силикон жана полиэфир көбүнчө начар гидрофилдүү. Суудагы эриткичти адсорбциялоо абдан оңой жана кийинки тазалоодо кремний пластинасынын бетинде калат, бул ак так көйгөйүн жаратат. Ал муздатуучу суюктуктун негизги компоненттери менен жакшы шайкеш келбейт, ошондуктан аны эки компонентке бөлүү керек, Негизги компоненттер жана көбүктөндүрүүчү агенттер сууга кошулган, Колдонуу процессинде, көбүктүн абалына жараша, Көбүккө каршы агенттерди колдонууну жана дозасын сандык жактан көзөмөлдөө мүмкүн эмес, Аноаминг агенттеринин ашыкча дозасын оңой эле жол бериши мүмкүн, Кремний пластинасынын бетиндеги калдыктардын көбөйүшүнө алып келет, Аны иштетүү дагы ыңгайсыз, Бирок, чийки заттын жана көбүктөндүрүүчү агент чийки затынын баасынын төмөндүгүнөн улам, Ошондуктан, тиричилик муздатуучу суюктуктун көпчүлүгү ушул формула системасын колдонушат; Дагы бир муздатуучу суюктук жаңы көбүктөндүрүүчү агентти колдонот, Негизги компоненттер менен жакшы шайкеш келиши мүмкүн, Кошумчалар жок, Анын көлөмүн натыйжалуу жана сандык жактан көзөмөлдөй алат, Ашыкча колдонуунун алдын алат, Көнүгүүлөрдү жасоо да абдан ыңгайлуу, Тийиштүү тазалоо процесси менен, Анын калдыктарын өтө төмөн деңгээлге чейин көзөмөлдөөгө болот, Японияда жана бир нече ата мекендик өндүрүүчүлөр бул формула системасын колдонушат, Бирок, чийки заттын баасынын жогорулугунан улам, анын баасынын артыкчылыгы айкын эмес.
(2) Желим жана чайыр версиясы: алмаз зым кесүү процессинин кийинки этабында, кирүүчү учуна жакын кремний пластинасы алдын ала кесилген, чыгуучу учундагы кремний пластинасы али кесиле элек, алгачкы кесилген алмаз зымы резина катмарына жана чайыр пластинасына кесиле баштаган, кремний таякчасынын желими жана чайыр тактасы экөө тең эпоксиддик чайыр продуктулары болгондуктан, анын жумшаруу температурасы негизинен 55 жана 95℃ ортосунда, эгерде резина катмарынын же чайыр пластинасынын жумшаруу температурасы төмөн болсо, ал кесүү процессинде оңой эле ысып, анын жумшарып, эрип кетишине алып келиши мүмкүн, болот зымга жана кремний пластинасынын бетине жабышып, алмаз сызыгынын кесүү жөндөмүнүн төмөндөшүнө алып келет, же кремний пластиналары чайыр менен боёлуп калат, жабышкандан кийин жууп салуу абдан кыйын, мындай булгануу көбүнчө кремний пластинасынын четинин жанында болот.
(3) кремний порошогу: алмаз зым менен кесүү процессинде көп кремний порошогу пайда болот, кесүү менен эритмедеги муздатуучу порошоктун курамы барган сайын жогорулайт, порошок жетиштүү чоң болгондо, кремний бетине жабышып калат, ал эми алмаз зым менен кесүү кремний порошогунун өлчөмү жана өлчөмү анын кремний бетине адсорбцияланышын жеңилдетет, тазалоону кыйындатат. Ошондуктан, муздатуучу суюктуктун жаңыртылышын жана сапатын камсыз кылып, муздатуучу суюктуктагы порошоктун курамын азайтыңыз.
(4) тазалоочу каражат: азыркы учурда алмаз зым кесүүчү өндүрүүчүлөр көбүнчө эритме кесүүнү бир эле учурда колдонушат, көбүнчө эритме кесүүнү алдын ала жууп, тазалоо процессинде жана тазалоочу каражатта ж.б. колдонушат, кесүү механизминен бир алмаз зым кесүү технологиясы, сызыктын толук топтомун түзөт, муздатуучу суюктук жана эритме кесүү чоң айырмачылыктарга ээ, ошондуктан тиешелүү тазалоо процесси, тазалоочу каражаттын дозасы, формуласы ж.б. алмаз зым кесүү үчүн тиешелүү түзөтүүлөрдү киргизиши керек. Тазалоочу каражат маанилүү аспект болуп саналат, баштапкы тазалоочу каражаттын формуласы беттик активдүү зат, щелочтуулугу алмаз зым кесүүчү кремний пластинасын тазалоого ылайыктуу эмес, алмаз зым кремний пластинасынын бетине, курамына жана беттик калдыктарына багытталган тазалоочу каражаттын курамына жана тазалоо процессине ылайык келиши керек. Жогоруда айтылгандай, эритме кесүүдө көбүктөндүрүүчү каражаттын курамы талап кылынбайт.
(5) Суу: алмаз зым кесүү, алдын ала жууп тазалоо жана ашыкча сууну тазалоодо кошулмалар бар, ал кремний пластинасынын бетине сиңип кетиши мүмкүн.
Баркыт чачты аппак кылып көрсөтүү көйгөйүн азайтуу боюнча сунуштар
(1) Муздатуучу суюктукту жакшы дисперсия менен колдонуу үчүн, ал эми муздатуучу суюктук кремний пластинасынын бетиндеги муздатуучу суюктуктун компоненттеринин калдыктарын азайтуу үчүн аз калдыктуу көбүктөндүрүүчү агентти колдонуу талап кылынат;
(2) Кремний пластинасынын булганышын азайтуу үчүн ылайыктуу желим жана чайыр пластинасын колдонуңуз;
(3) Колдонулган сууда оңой калдык кошулмалар болбошу үчүн муздатуучу суюктук таза суу менен суюлтулат;
(4) Алмаз зым менен кесилген кремний пластинасынын бети үчүн, активдүүлүгүн жана тазалоочу эффектин көбүрөөк ылайыктуу тазалоочу каражатты колдонуңуз;
(5) Кесүү процессинде кремний порошогунун курамын азайтуу үчүн, пластинанын кремний пластинасынын бетиндеги кремний порошогунун калдыктарын натыйжалуу көзөмөлдөө үчүн, алмаз линиясынын муздаткычын онлайн калыбына келтирүү системасын колдонуңуз. Ошол эле учурда, ал алдын ала жууганда суунун температурасын, агымын жана убактысын жакшыртып, кремний порошогунун өз убагында жуулушун камсыздай алат.
(6) Кремний пластинасы тазалоочу столдун үстүнө коюлгандан кийин, аны дароо иштетүү керек жана тазалоо процессинде кремний пластинасын нымдуу кармоо керек.
(7) Кремний пластинасы сагызды тазалоо процессинде бетти нымдуу кармап турат жана табигый жол менен кургата албайт. (8) Кремний пластинасын тазалоо процессинде, кремний пластинасынын бетинде гүлдөрдүн пайда болушуна жол бербөө үчүн абада калуу убактысын мүмкүн болушунча кыскартууга болот.
(9) Тазалоочу кызматкерлер бүт тазалоо процессинде кремний пластинасынын бетине түздөн-түз тийбеши керек жана манжа изин басып чыгарбоо үчүн резина кол кап кийиши керек.
(10) [2] шилтемесинде, батареянын учунда 1:26 көлөмдүк катышына (3% NaOH эритмеси) ылайык суутек перекиси H2O2 + щелочтуу NaOH тазалоо процесси колдонулат, бул көйгөйдүн пайда болушун натыйжалуу азайтат. Анын принциби жарым өткөргүч кремний пластинасынын SC1 тазалоочу эритмесине (көбүнчө суюктук 1 деп аталат) окшош. Анын негизги механизми: кремний пластинасынын бетиндеги кычкылдануу пленкасы H2O2 кычкылдануусунан пайда болот, ал NaOH тарабынан дат басат жана кычкылдануу жана коррозия кайталанат. Ошондуктан, кремний порошогу, чайыр, металл ж.б. менен байланышкан бөлүкчөлөр да коррозия катмары менен тазалоочу суюктукка түшөт; H2O2 кычкылдануусунан улам, пластинанын бетиндеги органикалык заттар CO2, H2Oго ажырап, алынып салынат. Бул тазалоо процесси кремний пластинасын өндүрүүчүлөр алмаз зым кесүүчү монокристаллдык кремний пластинасын тазалоо процессинде ушул процессти колдонуп келишет, ал эми кремний пластинасы жергиликтүү жана Тайвань жана башка батарея өндүрүүчүлөрү баркыт ак түстөгү көйгөйлөр боюнча даттанууларды партия менен колдонушат. Ошондой эле, батарейка өндүрүүчүлөрү баркыттын алдын ала тазалоо процессин колдонушкан, ошондой эле баркыттын ак түсүнүн көрүнүшүн натыйжалуу көзөмөлдөшкөн. Көрүнүп тургандай, бул тазалоо процесси кремний пластинасын тазалоо процессине кошулуп, кремний пластинасынын калдыктарын кетирип, батареянын учундагы ак чач көйгөйүн натыйжалуу чечет.
корутунду
Учурда алмаз зым менен кесүү монокристалл кесүү жаатындагы негизги иштетүү технологиясына айланды, бирок баркыт ак түстү жасоо көйгөйүн жайылтуу процессинде кремний пластинасын жана батарея өндүрүүчүлөрүн тынчсыздандырып, батарея өндүрүүчүлөрүн алмаз зым менен кесүү кремний пластинасынын бир аз каршылыкка дуушар кылышына алып келди. Ак аймакты салыштыруу анализи аркылуу, ал негизинен кремний пластинасынын бетиндеги калдыктардан келип чыгат. Клеткадагы кремний пластинасынын көйгөйүн жакшыраак алдын алуу үчүн, бул макалада кремний пластинасынын бетинин булганышынын мүмкүн болгон булактары, ошондой эле өндүрүштөгү жакшыртуу сунуштары жана чаралары талданат. Ак тактардын санына, аймагына жана формасына жараша себептерин талдап, жакшыртууга болот. Айрыкча, суутек перекиси + щелочтуу тазалоо процессин колдонуу сунушталат. Ийгиликтүү тажрыйба көрсөткөндөй, ал алмаз зым менен кесүү кремний пластинасын баркыт агартуу көйгөйүн натыйжалуу алдын ала алат, бул жалпы тармактын кызматкерлери жана өндүрүүчүлөрү үчүн маалымат катары колдонулат.
Жарыяланган убактысы: 2024-жылдын 30-майы